



Ein technischer Leitfaden für automatisierte Lackieranlagen
Die Auswahl der passenden Lackierglocke für einen Hochrotationszerstäuber beeinflusst Zerstäubungsgüte, Sprühbild und Beschichtungsqualität maßgeblich. Entscheidend sind dabei nicht nur Glockendurchmesser und Abrisskante, sondern auch Lackmaterial, Volumenstrom, Drehzahl, Lenkluft und die Geometrie des Bauteils.
Dieser Leitfaden erläutert die technischen Auswahlkriterien der Applikationstechnologie und zeigt, worauf bei der Auslegung von Hochrotationszerstäubern in automatisierten Lackieranlagen zu achten ist.
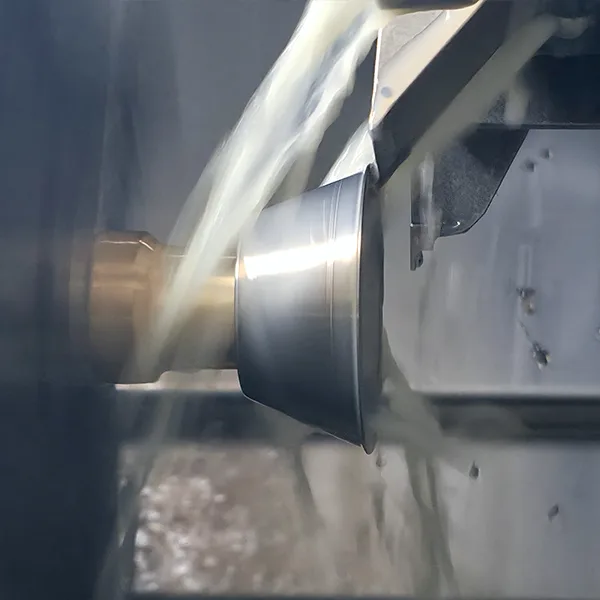
1. Fertigungstiefe und Prozessstabilität
INDUSTRA entwickelt und fertigt Lackierglocken mit definierten Fertigungs- und Prüfprozessen, die auf stabile Laufeigenschaften im Betrieb ausgelegt sind.
Entscheidend sind reproduzierbare Geometrien, geringe Unwuchten und ein konstantes Laufverhalten bei hohen Drehzahlen. Diese Faktoren bestimmen das Laufverhalten der rotierenden Glocke. Dieses beeinflusst direkt Zerstäubung, Sprühbild und Prozessstabilität.


2. Werkstoff: Titan als Standard
INDUSTRA-Lackierglocken werden standardmäßig aus Titan gefertigt. Titan zeichnet sich durch eine hohe Festigkeit bei gleichzeitig geringer Dichte aus. Die geringere Masse reduziert die bei hohen Drehzahlen auftretenden Fliehkräfte der rotierenden Glocke und damit die mechanische Belastung der Turbine. Das trägt dazu bei, Verschleiß und Vibrationen im Betrieb zu minimieren.
Für spezifische Anwendungsanforderungen sind auf Anfrage auch Ausführungen in Edelstahl oder Aluminium lieferbar.
3. Glockendurchmesser und technische Kennwerte
Der Glockendurchmesser wird nicht allein nach der erforderlichen Lackausbringmenge gewählt, sondern auch in Abhängigkeit von der Größe und Geometrie des Bauteils sowie der benötigten Sprühbildgröße.
| Kriterium | Einheit | Wert |
| Glockendurchmesser | mm | 30–70 |
| Maximale Lackausflussrate | mL/min | 1000 |
| Maximale Glockendrehzahl | U/min | 70.000 |
| Hauptmaterial | – | Titan |
| Lackmaterialien | – | Wasser- und Lösemittellacke, 2K- und 3K-Gemische |
Kleinere Glocken (30–50 mm)
Geeignet für Detailbereiche und Konturen mit begrenztem Sprühbild, beispielsweise bei Anbauteilen, Zierleisten oder der Innenraumlackierung. Auch im Bereich Elektronik- und Medizintechnik kommen kleinere Glockendurchmesser zum Einsatz.
Größere Glocken (50–70 mm)
Für großflächige Bauteile wie Karosserieaußenhäute geeignet. Die größere Sprühbildgröße ermöglicht eine höhere Flächenleistung bei gleicher Überfahrtstrategie.
Drehzahl und Zerstäubungsgüte
Die Rotationsgeschwindigkeit beeinflusst gemeinsam mit Materialfluss, Lenkluft und elektrostatischer Aufladung die Tropfenbildung und damit die Zerstäubungsgüte.
Die Hochspannung wirkt zusätzlich auf das Tropfenspektrum, da elektrostatische Kräfte die Aufladung und Ablenkung der Partikel beeinflussen. Dadurch verändert sich sowohl die Tropfengröße als auch das Ablagerungsverhalten auf dem Bauteil.
Die optimale Einstellung ist immer anwendungsspezifisch, abhängig von Lackmaterial, Viskosität, Ausbringmenge, Bauteilgeometrie und elektrischer Feldführung. Eine pauschale Zuordnung von Drehzahlbereichen zu bestimmten Anwendungstypen ist nicht belastbar.
4. Einfluss der Lackabrisskante auf Sprühbild und Oberflächenqualität
Bei Hochrotationsverfahren beeinflusst die Ausführung der Lackabrisskante maßgeblich, wie sich der Lackfilm an der Glocke aufteilt und in Tropfen zerfällt. Damit wirkt sie sich direkt auf Tropfenspektrum, Sprühbild und Oberflächenqualität aus.
INDUSTRA bietet drei Standardausführungen:
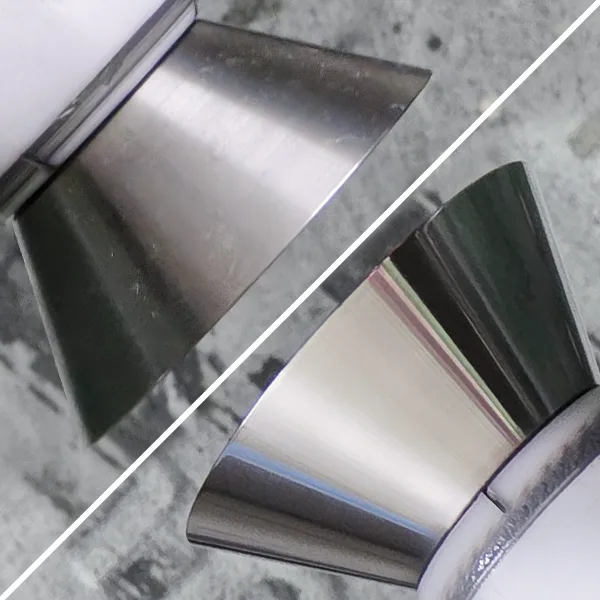
Glatt
Bei einer glatten, hochglanzpolierten Abrisskante reißt der Lackfilm ohne zusätzliche Strukturierung ab. Dabei entstehen unterschiedlich große Tropfen. Diese Ausführung eignet sich für Anwendungen, bei denen Verschleißarmut im Vordergrund steht und die Anforderungen an ein enges Tropfenspektrum weniger kritisch sind.
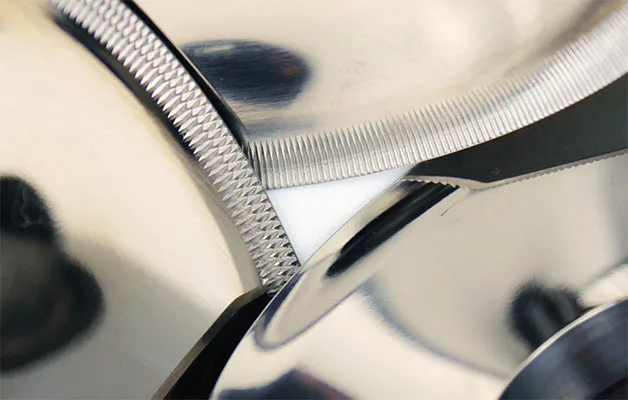
Feinstrichrändel
Der Feinstrichrändel teilt den Lackfilm durch eine gezahnte Rändelstruktur vor dem Abriss in definierte Flüssigkeitsfäden auf. Das führt zu einer gleichmäßigeren Tropfenverteilung und einem besser kontrollierbaren Sprühbild. Diese Ausführung eignet sich für Anwendungen mit erhöhten Anforderungen an die Oberflächenqualität. Im Vergleich zur glatten Ausführung kann die Rändelstruktur im Dauerbetrieb zu einer geringeren Standzeit der Glocke führen.
Kreuzrändel
Die kreuzförmige Rändelstruktur teilt den Lackfilm besonders definiert auf, sodass gleichmäßig große Tropfen entstehen. Diese Ausführung wird häufig für hochwertige Finish-Anwendungen eingesetzt, insbesondere im Klarlackbereich. Sie kann zudem dazu beitragen, Lufteinschlüsse, also Mikrobläschen, zu reduzieren und ein homogeneres Oberflächenbild zu erzielen. Wie beim Feinstrichrändel kann die Rändelstruktur im Dauerbetrieb zu einer geringeren Standzeit gegenüber der glatten Ausführung führen.

Hinweis: Welche Abrisskante die beste Wahl ist, hängt immer vom Zusammenspiel aus Lackmaterial, Bauteilgeometrie, Ausbringmenge, Drehzahl und Sprühbildanforderung ab. Eine Vorabauswahl im Versuch ist bei anspruchsvollen Applikationen empfehlenswert.
Hochglanzpolierte Oberflächen und modulare Integration
INDUSTRA-Lackierglocken sind mit hochglanzpolierten Oberflächen erhältlich. Das reduziert Lackablagerungen auf der Glockenfläche und erleichtert Farbwechsel sowie Reinigungsprozesse. Der modulare Aufbau ermöglicht die Integration in bestehende Anlagenkonzepte ohne größere Anpassungen der Anlage.
Die unterschiedlichen Abrisskanten-Varianten sind mit Zerstäubern verschiedener Hersteller kombinierbar. Das erlaubt die Anpassung an unterschiedliche Lacksysteme, von Grundierungen bis zu lösemittelhaltigen Klarlacken, ohne Systemwechsel.
5. Das M-Lock-System
Das M-Lock-System ist eine von INDUSTRA eigenentwickelte Befestigungslösung für Hochrotationsglocken. Es ersetzt die konventionelle Gewindefixierung durch eine Kombination aus magnetischer Fixierung und Morsekegel. Die Glocke wird werkzeuglos fixiert und mit einem Spezialwerkzeug materialschonend demontiert.
Die wesentlichen Eigenschaften im Betrieb:
- Kein Festfressen: Da kein Gewinde im Einsatz ist, entfällt das Risiko von Verklemmen oder unbeabsichtigtem Lösen im Betrieb. Die magnetische Fixierung unterstützt die sichere Positionierung der Glocke auch bei hohen Drehzahlen.
- Reproduzierbare Montage: Das Einsetzen erfolgt definiert und fehlertolerant. Beschädigungen durch unsachgemäße Werkzeugführung werden vermieden.
- Kürzere Stillstandzeiten: Die Glocke lässt sich mit dem zugehörigen Spezialwerkzeug schnell und sicher wechseln, ohne aufwendige Demontage.
- Minimale Einbauunwucht: Die definierte Einbaulage minimiert Einbauunwuchten und reduziert betriebsbedingte Vibrationen.
- Konstante Lackierparameter: Da die Geometrie von Glocke und Lenkluftring beibehalten wird, bleibt das Sprühbild nach einem Glockenwechsel stabil.
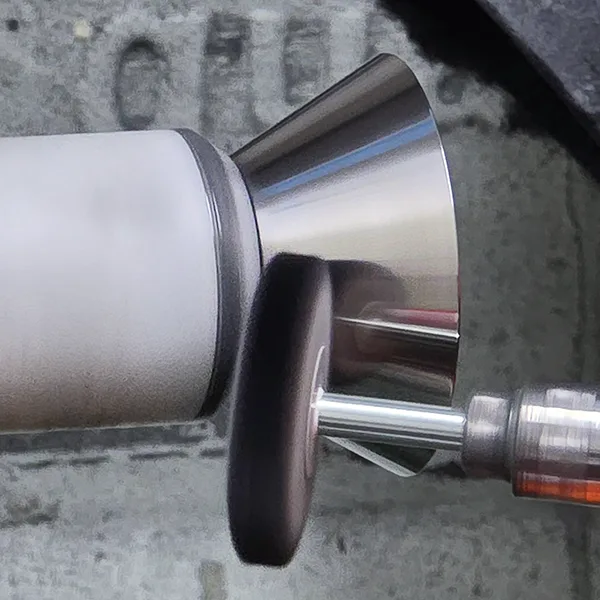
6. Service und Instandhaltung
INDUSTRA bietet neben der Glockenlieferung weitere Serviceleistungen für den laufenden Betrieb:
- Reparatur von Hochrotationsglocken durch eigenes Fachpersonal
- Auswuchten von Glocken und Turbinen zur Minimierung von Unwuchten im Betrieb
- Unterstützung bei Retrofit-Projekten bestehender Lackieranlagen
- Beratung zu Sonderanwendungen, zum Beispiel bei der elektrostatischen Beschichtung von Kunststoff oder Holz
Fazit: Technische Auslegung vor Standardisierung
Die Auswahl der Lackierglocke ist kein Standardisierungsprozess, sondern eine anwendungsspezifische Auslegung. Einzelparameter isoliert zu betrachten führt in der Praxis zu instabilen Prozessen.
Eine sorgfältige Auslegung der Hochrotationsglocke bildet die Grundlage für stabile Lackierprozesse, hohe Oberflächenqualität und einen effizienten Materialeinsatz im Serienbetrieb.
Für Rückfragen zur technischen Auslegung oder zur Auswahl der geeigneten Glocke für Ihre Applikation stehen wir Ihnen gerne zur Verfügung.
Alle technischen Angaben beziehen sich auf das INDUSTRA-Produktportfolio. Tatsächlich erreichbare Werte hängen von den jeweiligen Prozessparametern und der Anlagenumgebung ab.