





Applikationstechnologie in Lackieranlagen
Die Applikationstechnologie in Lackieranlagen umfasst die Verfahren und Systeme, mit denen Lackmaterial zerstäubt und auf Werkstückoberflächen übertragen wird. Sie beeinflusst maßgeblich Beschichtungsqualität, Materialverbrauch, Prozessstabilität und Auftragswirkungsgrad.
In automatisierten Lackieranlagen kommen unterschiedliche Applikationssysteme zum Einsatz. Welches System eingesetzt wird, hängt unter anderem von Bauteilgeometrie, Lackmaterial, Produktionsvolumen sowie den Anforderungen an Oberflächenqualität und Prozessstabilität ab.
Zu den wichtigsten Technologien gehören Hochrotationszerstäuber, luftzerstäubende Lackierpistolen und elektrostatische Applikationsverfahren.
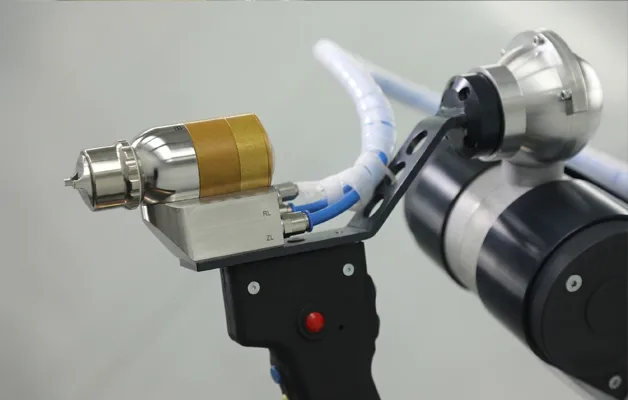
Hochrotationszerstäuber
Hochrotationszerstäuber zählen zu den effizientesten Applikationssystemen in automatisierten Lackieranlagen. Das Lackmaterial wird auf eine rotierende Glocke geführt, auf deren Oberfläche sich durch die hohe Drehzahl ein dünner Lackfilm bildet. An der Abrisskante der Glocke zerreißt dieser Film in feine Lacktröpfchen, die anschließend zum Werkstück transportiert werden.
In Kombination mit elektrostatischer Aufladung können sehr hohe Auftragswirkungsgrade erreicht werden, da die geladenen Lackpartikel vom geerdeten Werkstück angezogen werden.
Typische Merkmale
- sehr feine und reproduzierbare Zerstäubung
- hohe Oberflächenqualität bei stabilen Prozessparametern
- hohe Materialeffizienz durch elektrostatische Unterstützung
- mehrere unabhängig steuerbare Lenkluftwege ermöglichen eine flexible Anpassung des Sprühbilds
- geeignet für Primer, Basislacke und Klarlacke
- einsetzbar für 2K- und 3K-Lacke sowie Wasser- und Lösemittellacke
- geeignet für Anlagen mit Farbwechsel- oder Molchtechnik
Durch ihre hohe Reproduzierbarkeit werden Hochrotationszerstäuber vor allem in automatisierten Serienprozessen eingesetzt, beispielsweise in der Automobilindustrie oder in der industriellen Serienlackierung.



Luftzerstäubende Lackierpistolen (Typ INHP)
Luftzerstäubende Lackierpistolen werden in automatisierten Lackieranlagen eingesetzt, wenn Flexibilität bei wechselnden Bauteilen, Materialien oder Prozessanforderungen im Vordergrund steht. Sie eignen sich sowohl für vollautomatisierte Serienlackieranlagen als auch für Anwendungen mit häufig wechselnden Medien oder stark variierenden Bauteilgeometrien.
Das Lackmaterial wird durch Druckluft zerstäubt. Die Luft zerreißt den Materialstrom in Tropfen, die anschließend auf Werkstückoberflächen übertragen werden. Sprühbild und Tropfengröße lassen sich über Luftdruck, Materialdruck, Düsengeometrie, Luftkappendesign und Materialfluss präzise einstellen.
Typische Merkmale
- gleichmäßige Schichtdicken bei stabilem Sprühbild
- sehr vielfältige Sprühbilder durch zahlreiche Luftkappen- und Düsenkombinationen
- getrennte Regulierung von Horn- und Zerstäuberluft
- hoher Auftragswirkungsgrad durch Formluftkappen mit reduziertem Overspray
- kompatibel mit Wasser- und Lösemittellacken, Klebstoffen sowie 2K- und 3K-Gemischen
- geeignet für Anlagen mit Farbwechseltechnik durch strömungsoptimierte, kurze lackführende Kanäle und gute Spülfreundlichkeit
- modularer Baukasten für den Betrieb an Robotern und Flächenautomaten

Elektrostatische Lackierung
Bei der elektrostatischen Lackierung werden Lackpartikel elektrisch geladen und vom geerdeten Werkstück angezogen. Dieser sogenannte Umgriffeffekt verbessert die Materialübertragung, erhöht den Auftragswirkungsgrad und ermöglicht außerdem die Beschichtung schwer zugänglicher Bereiche.
In industriellen Lackieranlagen werden hauptsächlich zwei Varianten eingesetzt.
- Direktaufladung: Der ganze Zerstäuber liegt auf Hochspannungspotential und der Lack wird beim Durchströmen durch den direkten Kontakt sehr effizient aufgeladen. Diese Methode bewirkt einen besonders hohen Auftragswirkungsgrad. Gleichzeitig steigen die Anforderungen an Isolation, Erdung und Anlagenkonzept, z. B. ein erforderliches Potentialtrennsystem für leitfähige Lacke. Ein Zerstäuber mit Direkt- bzw. Kontaktaufladung ist eine kompakte Variante, die auch in engen Räumen zwischen den Bauteilen agieren kann.
- Außenaufladung: Ohne direkten Kontakt des Lackes mit Bauteilen auf Hochspannungspotential erfolgt die Aufladung über externe Elektroden. Die Aufladung des Lackes ist dadurch weniger effizient und die geringere Aufladung bewirkt vergleichsweise geringere Auftragswirkungsgrade. Diese Variante kann auch bei leitfähigen Lacken mit geringem technischem Aufwand eingesetzt werden, weil kein Potentialtrennsystem erforderlich ist. Durch die außen am Zerstäuber angeordneten Elektroden ist der Zerstäuber jedoch geräumiger und der räumliche Einsatzbereich eingeschränkter.
Elektrostatische Systeme werden häufig in Kombination mit Hochrotationszerstäubern eingesetzt, um Materialeffizienz und Beschichtungsqualität zu erhöhen.
Lenkluft und Sprühbildsteuerung
Die Lenkluft, auch Shaping Air genannt, beeinflusst Form, Breite und Stabilität des Sprühstrahls. Sie steuert, wie sich die zerstäubten Lacktröpfchen zwischen Zerstäuber und Werkstück ausbreiten und stabilisiert die Tropfenbahn.
Durch mehrere unabhängig steuerbare Lenkluftkanäle lässt sich das Sprühbild präzise an unterschiedliche Bauteilgeometrien und Prozessanforderungen anpassen.



Eine korrekt eingestellte Lenkluft trägt wesentlich dazu bei:
- gleichmäßige Schichtdicken zu erreichen
- Overspray zu reduzieren
- eine stabile Tropfenbahn zum Werkstück sicherzustellen
Verschmutzte oder beschädigte Lenkluftringe zählen zu den häufigsten Ursachen für instabile Sprühbilder.
Lackierglocken – Ausführungen und Auswahl
Lackierglocken bilden das zentrale Zerstäubungselement eines Hochrotationszerstäubers. Das Lackmaterial verteilt sich auf der rotierenden Glockenoberfläche als dünner Film und zerfällt an der Abrisskante in Tropfen.
Die Geometrie der Abrisskante beeinflusst maßgeblich, wie sich der Lackfilm aufteilt und welche Tropfengrößen entstehen. Dadurch wirkt sie sich direkt auf Sprühbild, Tropfenspektrum und Oberflächenqualität aus.

- Glatte Abrisskante: Bei einer glatten Abrisskante reißt der Lackfilm ohne zusätzliche Strukturierung ab. Dabei entstehen unterschiedlich große Tropfen. Diese Ausführung wird häufig für Anwendungen mit moderaten Anforderungen an die Oberflächenqualität eingesetzt und zeichnet sich durch geringen Verschleiß aus.
- Strichrändel: Beim Strichrändel wird der Lackfilm vor dem Abriss in definierte Flüssigkeitsfäden aufgeteilt. Dadurch entsteht eine gleichmäßigere Tropfenverteilung und ein besser kontrollierbares Sprühbild.
- Kreuzrändel: Die kreuzförmige Struktur teilt den Lackfilm besonders definiert auf. Dadurch entstehen gleichmäßig ausgebildete Tropfen. Diese Ausführung wird häufig für hochwertige Finish-Anwendungen eingesetzt, insbesondere im Klarlackbereich. Sie kann zudem dazu beitragen, Lufteinschlüsse beziehungsweise Mikrobläschen im Lack zu reduzieren und ein homogeneres Oberflächenbild zu erzielen.
Welche Abrisskante die beste Wahl ist, hängt immer vom Zusammenspiel mehrerer Faktoren ab: Lackmaterial und Viskosität, Materialfluss, Drehzahl der Glocke, Lenkluft, Bauteilgeometrie, gewünschte Oberflächenqualität sowie Glockendurchmesser und Prozessparameter.
Neben der Abrisskante beeinflusst auch der Glockendurchmesser das Sprühbild. Kleinere Glocken werden häufig bei komplexen Geometrien oder kleineren Bauteilen eingesetzt, größere Glocken eignen sich besser für große Flächen mit höherem Materialdurchsatz.
Einfluss der Applikationstechnologie auf den Auftragswirkungsgrad
Der Auftragswirkungsgrad beschreibt, welcher Anteil des eingesetzten Lackmaterials tatsächlich auf dem Werkstück landet. Er wird von mehreren Faktoren beeinflusst: Applikationstechnologie, elektrostatische Unterstützung, Sprühbild und Tropfengröße, Bauteilgeometrie, Anlagenparameter sowie Prozessstabilität.
Hochrotationszerstäuber erreichen insbesondere in Kombination mit elektrostatischer Aufladung sehr hohe Auftragswirkungsgrade. Luftzerstäubungssysteme bieten dagegen eine hohe Flexibilität bei wechselnden Anwendungen.
Die Wahl der richtigen Applikationstechnologie ist daher immer eine Abwägung zwischen Materialeffizienz, Prozessflexibilität, Oberflächenanforderungen sowie technischem Aufwand und Investitionskosten.
FAQsFAQ – Applikationstechnologie
Wann ist Hochrotationszerstäubung die bessere Wahl gegenüber Luftzerstäubung?
Hochrotationszerstäuber eignen sich besonders für automatisierte Serienanlagen mit hohem Durchsatz und stabilen Prozessbedingungen. In Kombination mit Elektrostatik können hohe Auftragswirkungsgrade erzielt werden. Luftzerstäubung ist dagegen häufig die bessere Lösung bei wechselnden Medien oder komplexen Geometrien.
Welchen Einfluss hat die Glockenauswahl auf das Beschichtungsergebnis?
Der Glockendurchmesser und die Geometrie der Abrisskante beeinflussen Sprühbild, Tropfenspektrum und Oberflächenqualität. Kleinere Glocken eignen sich für komplexe Geometrien, größere Glocken für größere Flächen und höhere Materialdurchsätze.
Was ist der Unterschied zwischen Direkt- und Außenaufladung?
Bei der Direktaufladung wird die Hochspannung direkt am Zerstäuber erzeugt und ermöglicht besonders hohe Auftragswirkungsgrade. Bei der Außenaufladung erfolgt die Aufladung über externe Elektroden, wodurch sich das System einfacher in bestehende Anlagen integrieren lässt.
Welche Faktoren bestimmen den Auftragswirkungsgrad in Lackieranlagen?
Der Auftragswirkungsgrad wird unter anderem von der Applikationstechnologie, der elektrostatischen Unterstützung, dem Sprühbild, der Bauteilgeometrie sowie der Stabilität der Prozessparameter beeinflusst.
Welche Applikationstechnologie wird in der Automobilindustrie eingesetzt?
In der Automobilindustrie werden überwiegend Hochrotationszerstäuber mit elektrostatischer Unterstützung eingesetzt, da sie hohe Oberflächenqualität und einen hohen Auftragswirkungsgrad bei stabilen Serienprozessen ermöglichen.
Beratung zur Applikationstechnologie
Die Auswahl der passenden Applikationstechnologie ist ein entscheidender Faktor für stabile Lackierprozesse, hohe Oberflächenqualität und effizienten Materialeinsatz.
INDUSTRA unterstützt Unternehmen bei der Analyse bestehender Lackieranlagen und bei der Auswahl geeigneter Applikationslösungen, von Hochrotationszerstäubern über Luftzerstäubungssysteme bis hin zu Retrofit-Projekten in bestehenden Lackierlinien.